途中までボヤいているような記事ですが、これは、エアロベース製品がより良くなるお話です。
金属を液体で溶かすエッチング加工。仕上がり不良が相次いでいます。工場との約束で、どれだけ溶けたら合格品か決められています。
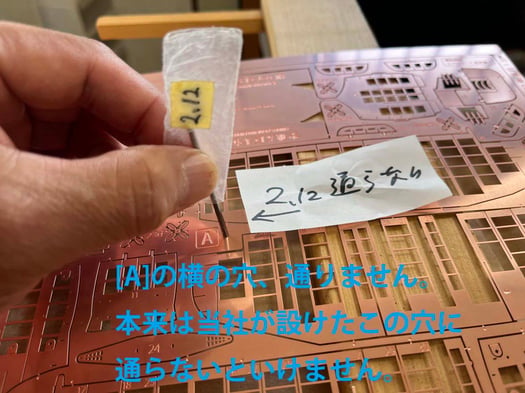
銅、0.3mm厚の場合、データ上2.00mmの丸穴が、2.15 ±0.03の範囲であれば良品。このときに、パーツ同士がはまるスリットが適当な幅になるように、また、ツメの折り曲げ時に適度な手ごたえの残るように設計しています。
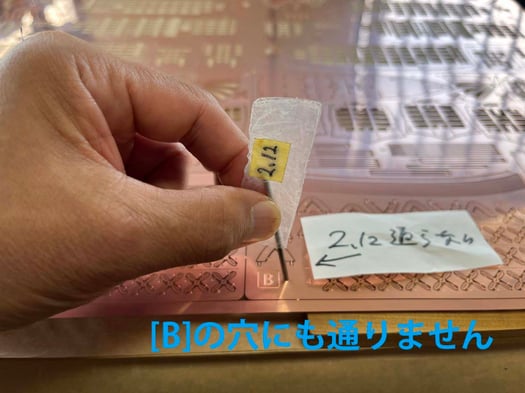
2.15 ±0.03、つまり2.12のピンゲージが通り、2.19のピンゲージは通らないのが良品となります。以上の画像のものは、エッチング不足という結果です。

このようにひと目でわかる場合もあります。この量産では、銅の表面も曇っていました。エッチング液の洗い流しが不足していると思われます。
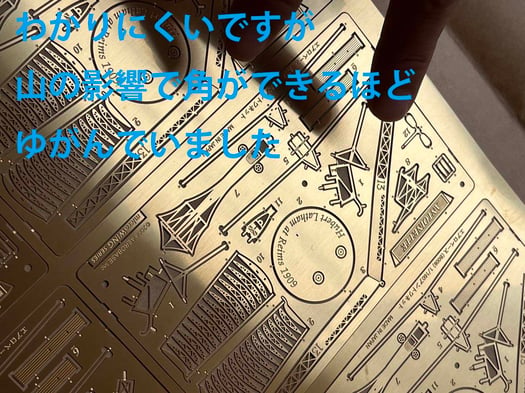
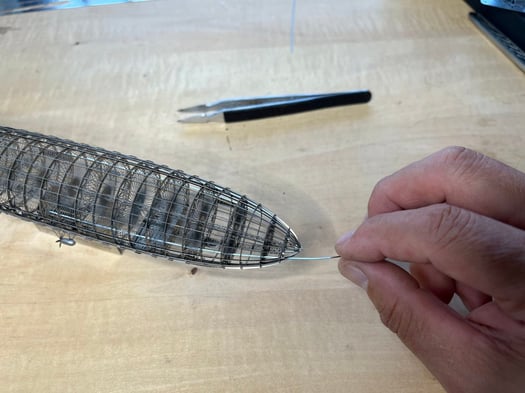
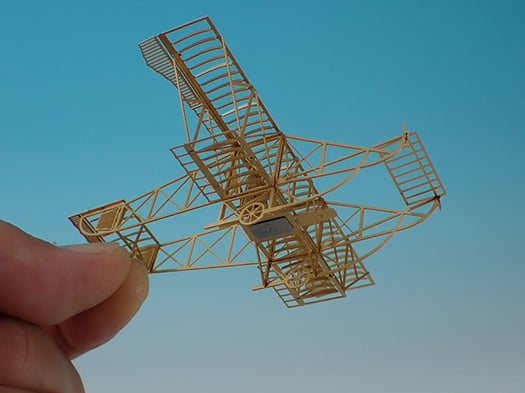
こういう不良もあります。
(B009アントワネット)
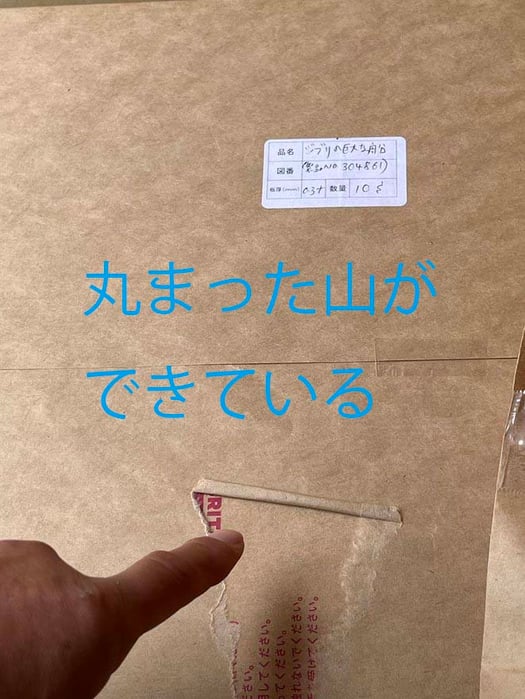
なんと原因は、アントワネットの下に重ねて送られてきた製品の包み紙にありました。破れて丸まってできた山(4mm高)の上にアントワネットが載ったまましっかり梱包されてしまったために、アントワネットがゆがんでしまったのでした。
ステンレスにも不良がありました。2019年の初量産から6年 追加生産を繰り返してきた同じ版で、縦通材がはまらない穴が発生しました。エッチング不足です。10月に見つかったとき、東京から福岡までの販売店に、いったん店頭から引き揚げてもらいました。

真鍮製品も不良が相次ぎました。ツメが太すぎたり、逆にペラペラの頼りないツメもありました。
上の画像のように不良を証明して、工場にやり直しを依頼しています。その間、店頭では品切れになっている製品もあります。
エアロベース創業から29年、この間、何度か工場の機械が新調されたりしたときに不良が発生しています。基準を見直したりして対応してきました。これまで当たり前のように追加生産してきましたから、私の要求が特に強いわけでないのですが、ついに、この工場から別の工場へ、当社製品の製造を外注したいので了承してほしいと打診がありました。その外注先では2.15 ±0.03よりも甘い2.15 ±0.05の精度とのこと。良品の範囲が1/10mmあるということです。この機会に真鍮製品を全品改良することにしました。
マイクロウィングシリーズは1998年頃にスタートしています。発売した時期により、ツメの太さや考え方自体、変化がありました。それを統一します。
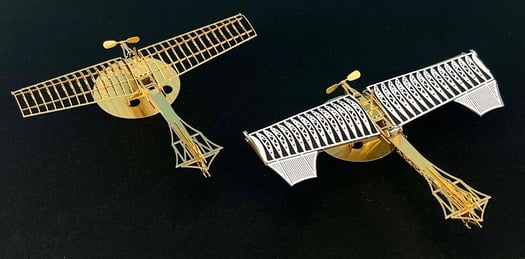
また、右のアントワネットのように、楽しいオプションパーツもつけていこうと思います。(画像は紙製の試作品)
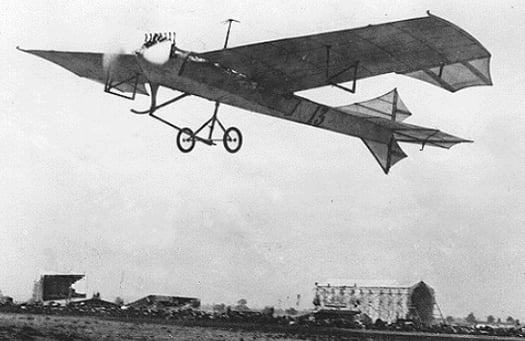
この翼は、アントワンットが開発された初期の頃に採用されたエルロンつきです。意外にコントロール性が良くなくて、左のようにエルロンがはずされ、ライト兄弟機やブレリオのように、主翼そのものをひねる方式に改良されたとか。
一番人気のB005フォッカーDr.1。ネジ止め式のプロペラを改良して、回るようにしたいですね。
次期新製品 B015 会式一号機(徳川式)の設計を終えました。

全製品の改良と同時に、B016 奈良原式4号 鳳号も進めています。
元請け工場からさらに外注工場での生産になりますが、取引上はこれまで通り元請けとのやり取りとなります。
実はこういうことはこれまでも多々ありました。
千葉の印刷工場がなくなり、地元和歌山の印刷工場に依頼。おかげで直接やり取りでき、説明図などのレベルが上がりました。
3年ほど前にはホワイトメタルパーツ(パイロットやエンジン)の委託先が生産できなくなり(担当の方の高齢化)、モデルファクトリーヒロの生産部門に移行した結果、よりすばらしい製品になりました。
今回の生産委託先の変更は、国外になるわけでもなし、新たにエッチング条件を突き合わせて、安定した量産が可能になるでしょう。